联系人:张总
手机:13805826207
手机:15306745590
传真:0574-23709358
网址:www.ouragncy.com
邮件:839747382@qq.com
地址:浙江省慈溪市长河镇宁丰北路工业园区二横路266-6

涨缩:指塑件未按照方案设计的模样成形,却造成表面的扭曲,塑件涨缩导因于成形塑胶的不均匀收缩
导致原因:
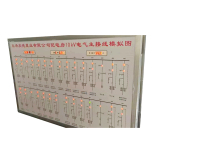
1、料管温度太低;低压电工证模拟屏喷嘴温度太低;
2、融胶温度太低或和抛出去压力太高;
3、配电所模拟屏水压试验压力或水压试验時间不合理;
4、滞留的時间不合理;循环時间不合理;
5、缓充不够;
6、公、母模温度差大;模温太低
7、模穴厚、薄差区别非常大
8、浇口的总数或部位不合理
9、浇口、过过流道或和浇口过小或和太长
10、压射不均匀
新型热流道系统流通性调节系统核心技术旋蒸风扇叶片1出2传统的生产过程商品存在的不足——流道原料耗费较为严重、商品及格率低、商品转子动平衡差。·采用细水部位内冷道进胶方式,导致的废料多,原材料耗费较为严重